In today's fast-paced world of e-commerce and global supply chains, the demand for swift, accurate, and efficient logistics operations has never been higher. Automated logistics sorting machines have emerged as game-changers, streamlining the process of handling parcels, reducing human error, and boosting overall productivity. These sophisticated systems are designed to sort packages of varying sizes, shapes, and weights at high speeds, making them indispensable for warehouses, distribution centers, and express delivery services. As a leading manufacturer in this field, Realkey Machinery Qingdao Co., Ltd., operating under the brand Realkey, specializes in providing intelligent and customizable sorting solutions that cater to the evolving needs of the logistics industry. Founded in 2007, Realkey has established itself as a reliable partner for major players like SF Express and China Post, delivering equipment that handles peak demands with precision and reliability.
This comprehensive guide explores the intricacies of automated logistics sorting machines, drawing on the innovative offerings from Realkey. We'll delve into their features, operational mechanisms, benefits, applications, and real-world success stories. Whether you're a logistics manager looking to optimize your operations or a business owner exploring automation, this article will provide valuable insights into how these machines can transform your workflow. With a focus on efficiency, scalability, and cost-effectiveness, automated sorting technology is not just a trend—it's the future of logistics.

What Are Automated Logistics Sorting Machines?
Automated logistics sorting machines are advanced mechanical and digital systems engineered to classify, route, and distribute parcels automatically within a warehouse or distribution facility. Unlike traditional manual sorting, which relies on human labor and is prone to errors and fatigue, these machines use a combination of conveyors, sensors, algorithms, and robotics to process thousands of items per hour.
At their core, these systems integrate hardware like belts, wheels, and trays with software for intelligent decision-making. For instance, Realkey's parcel sorters and warehouse sorters are tailored for high-volume environments, where they sort everything from small envelopes to bulky packages. The technology addresses key challenges in logistics, such as handling irregular shapes, varying weights, and surge volumes during peak seasons like holiday shopping or promotional events.
The evolution of these machines has been driven by the explosion of e-commerce. According to industry trends, global parcel volumes are expected to exceed 200 billion by 2025, necessitating automation to keep up. Realkey's equipment, such as the Cross Belt Sorter and Tilt Tray Sorter, exemplifies this progress by offering modular designs that can be customized to fit specific operational needs. These machines not only sort but also integrate with warehouse management systems (WMS) for seamless tracking and data analytics.
In essence, automated sorting machines minimize downtime, enhance accuracy, and scale with business growth. They represent a shift from labor-intensive processes to smart, data-driven operations, ensuring that logistics companies remain competitive in a digital economy.
Key Features of Realkey's Automated Sorting Solutions
Realkey stands out in the market by offering a diverse range of sorting machines equipped with cutting-edge features. Their product lineup includes the Sorter Series (RKSORT), Conveyor Series (RKCONV), Loader Series (RKLOAD), and Modules (RKMODU), each designed to address specific sorting challenges.
One flagship product is the Cross Belt Sorter, which utilizes intelligent recognition technology and advanced program algorithms. This allows a single cart to transport and sort both small parcels and large packages simultaneously, eliminating the need for separate lines and reducing operational complexity. Key features include:
- High-Speed Processing: Capable of handling up to 6,000 parcels per hour, ensuring quick turnaround times even during peak periods.
- Versatile Handling: Sorts items of almost all sizes, from lightweight envelopes to heavy, irregularly shaped boxes, thanks to robust belt mechanisms.
- Intelligent Algorithms: AI-driven software for real-time decision-making, optimizing routes and minimizing errors.
- Modular Design: Easy to expand or integrate with existing systems, providing flexibility for growing businesses.
Another notable offering is the Modular Belt Sorting Machine (Realkey-MBS), ideal for large and heavy items. It overcomes the limitations of manual sorting by automating the process for bulky goods, ensuring safety and efficiency. Features like Germany-sourced industrial CCD cameras (in similar models) enable precise optical sorting, while grease-free components make maintenance straightforward.
The Swivel Wheel Sorting Machine and Tilt Tray Sorter further enhance the portfolio. The Swivel Wheel system provides medium-speed sorting with high accuracy for various parcel types, making it suitable for mixed-load environments. The Tilt Tray Sorter, as showcased in project videos, excels in gentle handling of fragile items, tilting trays to direct parcels without damage.
Additionally, Realkey's Narrow Belt Sorter streamlines operations by offering compact, efficient sorting for narrower spaces, maximizing warehouse footprint utilization. All machines come with OEM customization options, advanced quality management, and integration capabilities for automated warehouses.
These features collectively ensure that Realkey's machines are not just tools but comprehensive solutions that adapt to diverse logistics scenarios.

How Automated Logistics Sorting Machines Work
Understanding the inner workings of automated sorting machines reveals their sophistication. The process typically begins at the infeed stage, where parcels are loaded onto conveyors via automated loaders like Realkey's RKLOAD series.
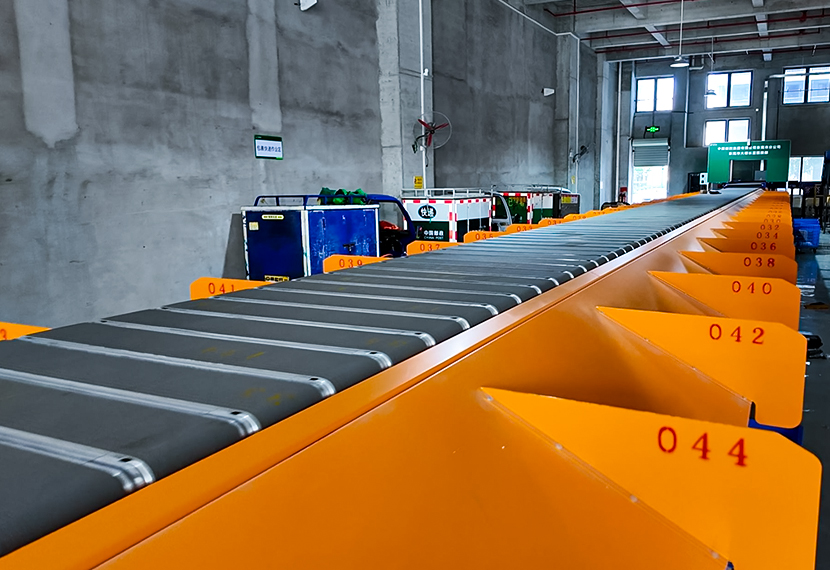
Once on the system, sensors—such as barcode scanners, weight scales, and dimensioning cameras—capture data about each item. This information is fed into the control software, which uses algorithms to determine the optimal sorting path. For example, in the Cross Belt Sorter, parcels are placed on individual belts that move along a loop. When a parcel reaches its designated chute or destination, the belt activates to eject it precisely.
In the Tilt Tray Sorter, items rest on trays that tilt at angles to slide packages into bins or further conveyors, ideal for high-throughput applications. Swivel Wheel systems employ rotating wheels to divert parcels at junctions, offering flexibility for multi-directional sorting.
Modular Belt Sorters use linked belts that can handle heavy loads, with optical sorting for quality checks. Throughout the process, real-time monitoring ensures accuracy, with error rates often below 0.1%. Integration with WMS allows for tracking, inventory updates, and predictive maintenance.
Realkey's machines incorporate energy-efficient designs and user-friendly interfaces, making them accessible even for operators with minimal training. The entire cycle—from loading to dispatch—can process thousands of items hourly, far surpassing manual capabilities.
Benefits of Implementing Automated Sorting in Logistics
The adoption of automated logistics sorting machines yields numerous benefits, transforming operational efficiency and bottom-line results. First and foremost, they significantly increase speed and throughput. Traditional manual sorting might handle 100-200 items per hour per worker, but Realkey's systems can manage 6,000 or more, reducing processing times by up to 80%.
Accuracy is another major advantage. Human errors in sorting can lead to misdeliveries, costing companies millions annually. Automated systems, with their sensor-based verification, achieve near-perfect accuracy, enhancing customer satisfaction and reducing returns.
Cost savings are substantial. By minimizing labor needs, businesses can reallocate staff to higher-value tasks, while lower error rates cut rework expenses. Energy-efficient designs also reduce utility bills. During peak seasons, like China's "11.11" shopping festival, these machines handle surges without additional hiring, as noted in Realkey's news on express sorting equipment aiding peak demands.
Safety improves too, as automation handles heavy lifting, reducing workplace injuries. Scalability allows systems to grow with demand, and data analytics provide insights for optimization. Compared to traditional methods, automated sorting offers superior product safety, faster data processing, and higher profitability.
For environmental benefits, efficient sorting minimizes waste and optimizes routes, lowering carbon footprints. Overall, investing in Realkey's solutions leads to a quick ROI, often within 1-2 years, through enhanced competitiveness and operational resilience.

Applications and Industries Served by Realkey
Realkey's automated sorting machines find applications across various logistics scenarios. In warehouses, they automate inbound and outbound sorting, ensuring smooth inventory flow. For parcel handling in distribution centers, systems like the Cross Belt Sorter manage mixed loads efficiently.
Key industries include:
- Express Delivery and Postal Services: Partners like SF Express and China Post use Realkey equipment for high-volume sorting during peaks, improving market position.
- E-Commerce: Handling diverse parcel sizes from online orders, reducing fulfillment times.
- Manufacturing and Retail: Sorting components or products for just-in-time delivery.
- Third-Party Logistics (3PL): Customizable solutions for varied client needs.
These machines are versatile for airports (baggage sorting), pharmaceuticals (precise handling), and food distribution (hygienic sorting). With global parcel growth, Realkey's focus on intelligent equipment positions it well for emerging markets.
Case Studies and Success Stories from Realkey Customers
Real-world examples highlight the impact of Realkey's machines. SF Express, in a decade-long partnership, praised the company's technical expertise during the 2020 COVID-19 pandemic and peak seasons. Despite challenges, Realkey delivered stable quality and timely supplies, ensuring uninterrupted operations.
China Post reported outstanding performance during "11.11," with swift and accurate sorting enhancing logistics capacity and competitiveness. Their testimonial emphasized professionalism in design, production, and installation.
Express Mail Service echoed this, noting win-win collaborations and quality improvements amid 2020 disruptions. All clients rated Realkey 5.0, underscoring reliability.
These cases demonstrate how automated sorting mitigates risks, boosts efficiency, and supports business continuity in demanding environments.

Why Choose Realkey for Your Automated Sorting Needs
With a 12,000-square-meter factory and 60 R&D experts, Realkey combines innovation with quality. Their commitment to customized OEM services, rigorous quality management, and comprehensive support—from design to maintenance—sets them apart.
Unlike generic providers, Realkey offers tailored solutions, such as the Realkey-MBS for heavy items, ensuring long-term value. Their news section keeps clients informed on trends, like peak-period equipment demands.
Backed by a strong track record, Realkey is the go-to for businesses seeking efficient, intelligent sorting.
The Future of Automated Logistics Sorting
As logistics evolves with AI and IoT, automated sorting machines will become even smarter, predicting demands and self-optimizing. Realkey is at the forefront, driving efficiency and sustainability. Investing in such technology today positions your business for tomorrow's challenges.
In conclusion, automated logistics sorting machines from Realkey offer unparalleled benefits in speed, accuracy, and scalability. By integrating these systems, companies can achieve operational excellence and stay ahead in a competitive landscape. For more details, visit www.rksort.com and explore how their solutions can elevate your logistics game.




 Previous:
Automated Logistics Sorting Machine: Revolutionizing the Supply Chain Industry
Previous:
Automated Logistics Sorting Machine: Revolutionizing the Supply Chain Industry





 By admin
By admin