What Are Warehouse Sorting Machines?
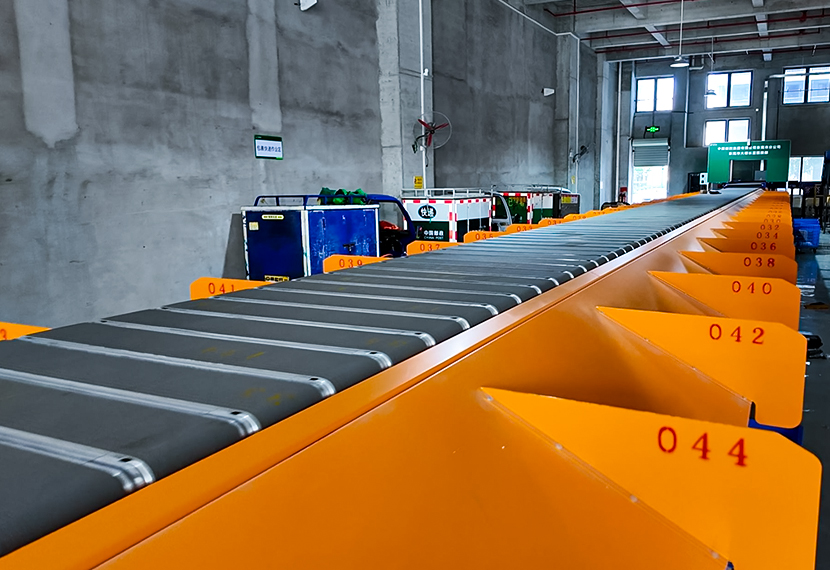
Warehouse sorting machines are automated systems that categorize and route items—parcels, products, or components—based on criteria like destination, size, or priority. Integrating advanced hardware, such as conveyors and sensors, with intelligent software, these machines handle thousands of items per hour with precision, far surpassing manual sorting’s speed and accuracy. They address critical challenges, including high-volume processing, diverse item handling, and tight delivery schedules, making them essential for e-commerce hubs, postal services, and distribution centers.
Realkey portfolio, including the Cross Belt Sorter, Tilt Tray Sorter, Split Tray Sorter, Narrow Belt Sorter, and Swivel Wheel Sorter, integrates with warehouse management systems (WMS) for real-time tracking and optimization. By automating repetitive tasks, these systems free up staff for strategic roles, enhancing overall productivity.

Key Features of Realkey Warehouse Sorting Machines
Realkey Sorter Series (RKSORT), Conveyor Series (RKCONV), Loader Series (RKLOAD), and Modules (RKMODU) are engineered for versatility, reliability, and high performance, catering to facilities of all sizes. Key features include:
- Cross Belt Sorter: Processes up to 6,000 items per hour with AI-driven algorithms for diverse packages. Modular design ensures seamless integration.
- Tilt Tray Sorter: Handles fragile items gently, sorting up to 8,640 items per hour with flexible tray configurations.
- Split Tray Sorter: Dual-tray system for up to 21,600 items per hour, ideal for irregular shapes with precise trapdoor drops.
- Narrow Belt Sorter: Compact, sorting up to 8,000 items per hour, perfect for space-constrained facilities.
- Swivel Wheel Sorter: Medium-speed precision for mixed loads, adaptable to tight spaces with rotating wheel diversions.
Equipped with high-resolution CCD cameras, grease-free components, and AI software, Realkey machines deliver durability and precision.

Benefits of Warehouse Sorting Machines
Realkey machines offer transformative advantages:
1. High Speed: Sorting up to 21,600 items per hour, reducing processing times by up to 80%.
2. Precision: Near-perfect accuracy minimizes misdeliveries.
3. Cost Savings: Reduced labor and low-maintenance designs cut expenses.
4. Scalability: Modular systems adapt to growing demands.
5. Safety: Automation lowers injury risks.
6. Sustainability: Optimized routes reduce emissions.
These benefits yield ROI within 1-2 years, ideal for cost-conscious operations.

Applications Across Industries
Realkey machines serve diverse sectors:
- E-Commerce: Rapid sorting for varied orders.
- Postal Services: High-volume processing for reliable delivery.
- Pharmaceuticals: Gentle handling for sensitive items.
- Retail: Efficient inventory and returns management.
- 3PL: Custom solutions for varied clients.
From compact Narrow Belt to high-capacity Split Tray, Realkey addresses all needs.
Why Choose Realkey for Warehouse Sorting Machines?
Realkey stands out as the premier choice for warehouse sorting solutions, offering unmatched expertise and innovation. Here’s why partnering with Realkey ensures success:
- Proven Expertise: With over 18 years in the industry, Realkey 12,000-square-meter facility and 60 R&D experts deliver cutting-edge solutions tailored to unique operational needs.
- Comprehensive Customization: Their OEM approach designs systems to match specific facility layouts, item types, and throughput goals, from compact urban warehouses to large-scale hubs.
- Rigorous Quality Control: Every machine undergoes stringent testing to ensure durability, precision, and minimal downtime, backed by high-strength materials and grease-free components.
- End-to-End Support: From initial consultation to installation, training, and ongoing maintenance, Realkey provides seamless support, ensuring long-term reliability.
- Advanced Technology Integration: AI-driven algorithms, high-resolution sensors, and WMS compatibility optimize performance and enable predictive maintenance.
- Sustainability Focus: Energy-efficient designs and optimized sorting reduce environmental impact, aligning with green logistics goals.
- Global Trust: Serving industry leaders, Realkey machines consistently deliver high performance in demanding environments, earning top ratings for reliability and collaboration.
- Future-Ready Innovation: Realkey invests in AI, IoT, and robotics to develop next-generation systems, ensuring clients stay ahead of industry trends.
Realkey dedication to delivering tailored, high-quality solutions with comprehensive support makes them the go-to partner for businesses seeking to elevate their logistics operations.
The Future of Warehouse Sorting Technology
As logistics embraces AI, IoT, and robotics, sorting machines will evolve with predictive analytics and self-optimizing systems. Realkey leads this transformation, developing sustainable, intelligent solutions to meet future demands. Investing in these technologies ensures businesses remain competitive.
Conclusion
Warehouse sorting machines, from Realkey Cross Belt to Swivel Wheel sorters, revolutionize logistics with speed, precision, and scalability. Partnering with Realkey guarantees customized, reliable solutions backed by expertise and innovation. Visit www.rksort.com to discover how Realkey can transform your warehouse operations.




 Previous:
Swivel Wheel Sorter: Boosting Accuracy and Speed in Warehouse Automation
Previous:
Swivel Wheel Sorter: Boosting Accuracy and Speed in Warehouse Automation





 By admin
By admin